|
A Empresa Ômega é
uma grande fabricante de aeromodelos para uso recreativo. A fim de
reduzir seus custos de produção e aumentar seus lucros, ela deve
reduzir a quantidade de produtos defeituosos produzidos em sua
linha de montagem. Foram constatados que dos 2000 produtos
fabricados em um dia, 800 apresentavam algum tipo de defeito, o
que se mostrou um grande problema. Também, verificou-se que do
universo de 800 produtos defeituosos, em 10 havia erros de
impressão na etiqueta, 25 tinham longarinas partidas, 50 possuíam
profundores tortos, 100 tinham asas assimétricas e 615 possuíam
hastes de servos quebradas. Montou-se, então, uma tabela
organizando todos esses dados em duas colunas: uma com o número
absoluto de defeitos (em ordem decrescente) e outra, com as
porcentagens referentes a cada tipo de problema (Tabela 1.1).
|
Tipo de
Defeito |
Nº de Defeitos |
Porcentagem
Isolada |
|
Hastes de Servos
Quebradas |
615 |
76,88 |
|
Asas Assimétricas |
100 |
12,50 |
|
Profundor Torto |
50 |
6,25 |
|
Longarinas
Partidas |
25 |
3,13 |
|
Erros de
Impressão nas Etiquetas |
10 |
1,25 |
|
Total |
800 |
----------------------------------------- |
Tabela 1.1
Em seguida,
montou-se outra tabela, relacionando os tipos de defeito com seu
respectivo número de ocorrência e com a porcentagem cumulativa de
todos os defeitos, isto é, foi feita uma lista de
verificação(Tabela 1.2).
|
Tipo de
Defeito |
Nº de Defeitos |
Porcentagem
Cumulativa |
|
Hastes de Servos
Quebradas |
615 |
76,875 |
|
Asas Assimétricas |
100 |
89,375 |
|
Profundor Torto |
50 |
95,625 |
|
Longarinas
Partidas |
25 |
98,750 |
|
Erros de
Impressão nas Etiquetas |
10 |
100,000 |
Tabela 1.2
Logo
após, a partir da Tabela 1.2, construiu-se o Gráfico de Pareto(Gráfico
1.1).
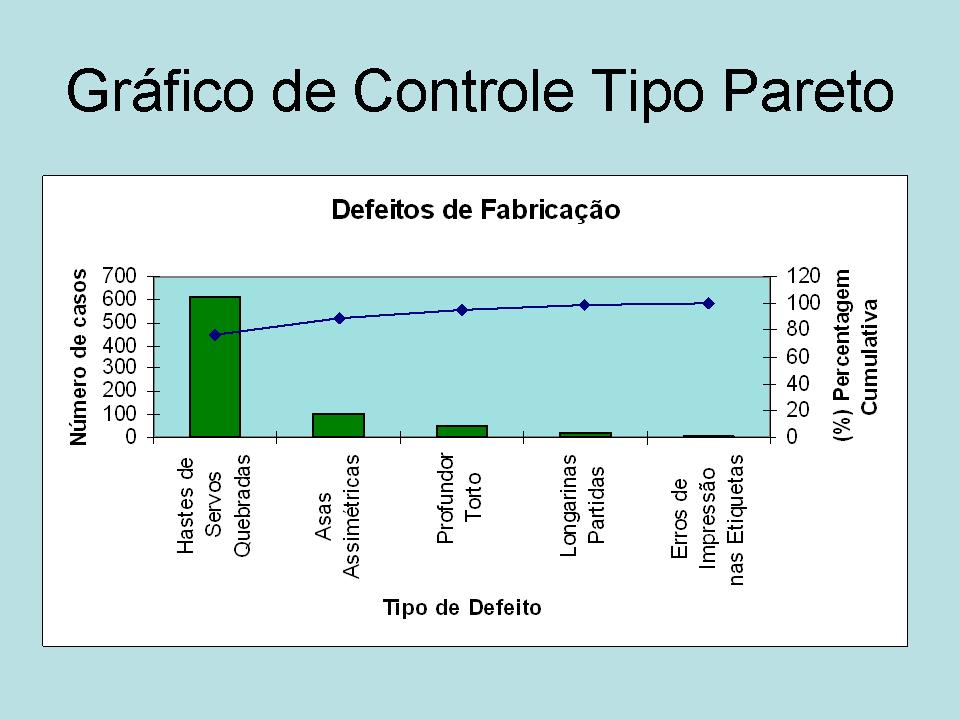
Gráfico 1.1
Finalmente,
realizou-se o estudo das origens do problema e surgiram conclusões
e soluções. Observamos que quase 90% do problema têm como causa
hastes de servos quebradas e asas assimétricas. Como, reduzindo
esses dois defeitos eliminaremos quase todo o problema, focaremos
nossas atenções neles. Para diminuirmos as quebras das hastes de
servos, podemos trocar o material da haste por um outro mais
resistente. Quanto às asas assimétricas, podemos introduzir no
processo produtivo, uma máquina de corte a laser, que nos
possibilitará cortes milimetricamente perfeitos, e dessa forma,
combateremos esse defeito.
Ao aplicarmos as
soluções elaboradas, a quantidade de produtos defeituosos decairá
e otimizaremos a produção, permitindo a empresa ômega elevar seus
lucros.
Princípio de Pareto, ferramenta de
qualidade
Em 1906, ao estudar a
desigual distribuição de renda na Itália, Vilfredo Pareto
constatou que havia 80% da riqueza italiana nas mãos de apenas 20%
da população. A partir daí desenvolveu um modelo logarítimico para
expressar tais estatísticas. Então, na década de 50 esse modelo
foi aprimorado por Joseph Juran com a regra dos poucos vitais e
muitos triviais, que foi denominada Princípio de Pareto ou Lei
de Pareto.
Podemos observar a regra 80 / 20
através de diversos ângulos nas atividades industriais, inclusive
que 80% dos problemas a serem resolvidos estão relacionados com
20% dos fatores/etapas de produção. Por exemplo, 20% de sua equipe
de funcionários causarão 80% dos problemas, mas, em contrapartida,
outros 20% serão responsáveis por 80% da sua produção. É versátil
e funciona de ambas as formas.
A maior importância do Princípio de
Pareto para um gestor é a de focalizar os aspectos imprescindíveis
para que as atividades sejam realizadas com sucesso, tais aspectos
significariam 20% do total. Quando alguma atividade tiver que ser
descartada por falta de tempo ou qualquer outro motivo, é
fundamental certificar-se de que ela não faz parte dos 20% vitais.
Há também uma teoria de gerenciamento
conhecida por Gerência Superstar, que propõe a focalização do
tempo e atenção nos 20% de funcionários que lhe garantem 80% de
resultados, que seriam os superstars. No entanto, ela falha,
pois aumentaria a discrepância entre os funcionários medianos e os
muito bons, e atuando de forma contrária seria possível a
potencialização dos medianos, que também tornar-se-iam
superstars.
O Pareto pode ser usado em diversas
situações, mas sempre sabiamente, pois funciona como um lembrete
diário de focalizar 80% do seu tempo e energia em questões
realmente importantes (20%), otimizando-o. Identificar um produto
ou serviço para a análise, visando melhora na qualidade; atentar
aos problemas ou causas de uma maneira sistemática quando há
necessidade; reconhecer oportunidades para melhorar; buscar as
causas principais dos problemas e estabelecer a prioridade das
soluções são algumas das utilidades do Pareto.
Além de ser de fácil visualização,
esse histograma é um caso particular em que a distribuição de
freqüência é ordenada em escala decrescente ou crescente, conforme
o critério requerido pelo estudo. Tal característica facilita a
classificação dos eventos observados em ordem de grandeza para que
se possa avaliar e decidir a seqüência e a escala de prioridades
dos problemas identificados.
Basicamente, a análise de
Pareto consta de cinco etapas: identificação do problema,
estratificação, levantamento de dados, elaboração do Gráfico de
Pareto e priorização. Na análise de Pareto são utilizadas três
ferramentas do controle da qualidade: Estratificação, Folha de
Verificação e Gráfico de Pareto.
Logo, evidencia-se que a
coleta pura e simples dos dados não reflete com clareza o que
acontece nas operações de um processo produtivo; para revelar o
que realmente ocorre, os dados devem ser ordenados e estruturados.
O Controle Estatístico do Processo usa gráficos e diagramas para
ordenar e estruturar as operações do processo, os quais
proporcionam a maneira precisa e sistemática de avaliar a
informação e ajudar a determinar sua estabilidade, as causas dos
problemas (se e quando surgem) com o objetivo de satisfazer as
necessidades dos clientes.
à
http://www.gestiopolis.com/recursos/documentos/fulldocs/eco/diagramapareto.htm
à
http://www.indg.com.br/info/glossario/glossario.asp?a
à
http://www.geranegocio.com.br/html/geral/ql4a.html
|